线切割机床专业制造服务商
不止好产品 更有全面的解决方案
![]()
152-9529-7222

线切割机床专业制造服务商
不止好产品 更有全面的解决方案
![]()
152-9529-7222

联系人:姜先生
电 话:15295297222
邮 箱:997592870@qq.com
地 址:泰州市鼓楼南路286号职工众创中心
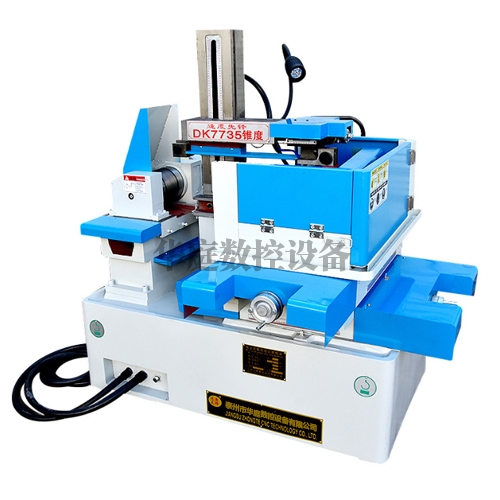
立式自旋转电火花线切割机(卧式自旋转电火花线切割机)。立式回转电火花线切割机的特点与传统的高速走丝和低速走丝电火花线切割加工均有不同,是电极丝的运动方式比传统两种的电火花线切割加工多了一个电极丝的回转运动;其次,电极丝走丝速度介于高速走丝和低速走丝之间,速度为1~2mm/s。由于加工过程中电极丝增加了旋转运动,所以立式回旋电火花线切割机与其他类型线切割机相比,大的区别在于走丝系统。立式回转电火花线切割机的走丝系统由走丝端和放丝端两套结构完全相同的两端做为走丝结构,实现了电极丝的高速旋转运动和低速走丝的复合运动。两套主轴头之间的区域为有效加工区域。除走丝系统外,机床其他组成部分与高速走丝线切割机相同。

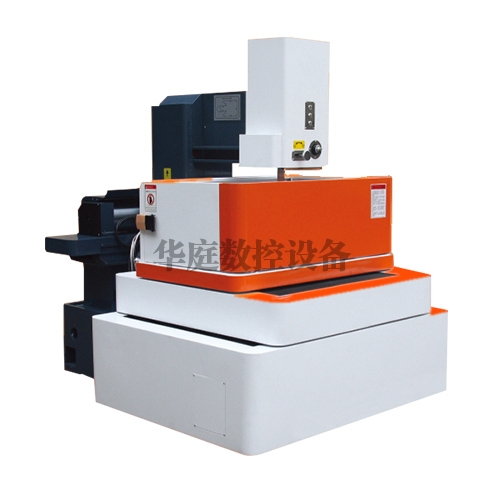
与单向低速走丝电火花线切割机床相比,往复高速走丝电火花线切割机床在平均生产率、切割精度及表面粗糙度等关键技术指标上还存在较大差距。针对这些差距,本世纪初,国内有数家高速往复走丝电火花线切割机生产企业实现了在高速走丝机上的多次切割加工(该类机床被俗称为“中走丝” Medium Speed Wire cut Electrical Discharge Machining)。所谓“中走丝”并非指走丝速度介于高速与低速之间,而是复合走丝线切割机床,其走丝原理是在粗加工时采用8-12mm/s高速走丝,精加工时采用1-3mm/s低速走丝,这样工作相对平稳、抖动小,并通过多次切割减少材料变形及钼丝损耗带来的误差,使加工质量也相对提高,加工质量可介于高速走丝机与低速走丝机之间。因而可以说,用户所说的“中走丝”,实际上是往复走丝电火花线切割机借鉴了一些低速走丝机的加工工艺技术,并实现了无条纹切割和多次切割。