线切割机床专业制造服务商
不止好产品 更有全面的解决方案
![]()
152-9529-7222

线切割机床专业制造服务商
不止好产品 更有全面的解决方案
![]()
152-9529-7222
联系人:姜先生
电 话:15295297222
邮 箱:997592870@qq.com
地 址:泰州市鼓楼南路286号职工众创中心
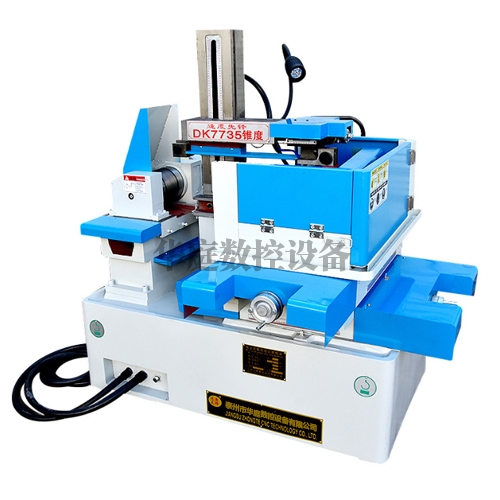
电火花线切割加工的基本原理:
电火花线切割加工时,在电极丝和工件之间进行脉冲放电,当来一个电脉冲时,在电极丝和工件之间产生一次火花放电,在放电通道的中心,温度瞬时可达10000℃以上,高温使工件金属熔化,从而达到切割金属的目的。

机床主要包括工作台、运丝机构、C型线架、工作液系统和机床电器及数控系统等部分。机床主机采用优质铸件,制造结构钢性好,承载量大,拖板丝杆采用滚珠丝杆,直线导轨、V型淬火钢导轨,精度高,性能稳定,寿命长。
1、工作台
工作台是用来装夹被加工工件,实现加工自动进给的。它主要由上下十字拖板、精密滚珠丝杆、无齿隙齿轮和精密直线导轨组成。上下拖板沿着精密直线导轨往复移动而其动力是由步进电机通过无齿隙齿轮组传到滚珠丝杆上来实现的,由于要达到一个脉冲使工作台面移动0.001mm的要求,而且在运行中要求灵敏、平稳,因而对精密直线导轨、精密滚珠丝杆、无齿隙齿轮组、拖板都有严格的要求,不但精度要求高而且要有一定的刚度和耐磨性。
工作台面的平面度经精磨加工处理。带T型槽,框式夹具。机床导轨防护罩采用全封闭防护罩。机床工作台有完善的机械限位功能。
滚珠丝杆轴承座轴承采用哈尔滨轴承。滚珠丝杆采用两端轴承座双支撑形式。
2、运丝部件
运丝部件主要是用来带动电极丝按一定线速度运动并将电极丝整齐地排绕在贮丝筒上,运丝机构是由电机贮丝筒、上下拖板、同步带、换向装置等组件组成。运丝采用V型淬火钢导轨传动,电机运行平稳、无噪声、无振动。